
Equipment for the processing of food
1. Conventional lathe: This type of lathe is primarily used to process shafts, discs, sleeves, and other workpieces with rotating surfaces. In the mechanical manufacturing industry, it is the most widely used type of machine tool by far.
Ordinary milling machine: it is capable of processing planes and grooves, various curved surfaces, gears, and other complex profiles, as well as planes and grooves.
Grinding machine: A grinder is a machine tool used to grind the surface of a workpiece. Grinding wheels with high speeds are used by the majority of grinders, with a few exceptions, such as ultra precision machining machine tools, abrasive belt grinders, and grinders and polishing machines, using oilstone, abrasive belts and other abrasives as well as free abrasives.
4. Fitter: The most common fitter operations are filing, sawing, marking, drilling, reaming, tapping, and threading, scraping, grinding, correction, bending, and riveting.
5. CNC lathe: This machine is primarily used for batch cnc turning parts production and high-precision parts, among other things.
It is primarily used for batch production, high-precision parts, complex parts, and large workpieces, among other things.

7. Wire cutting: The electrode used for slow wire walking is brass wire, and the middle wire is molybdenum wire. Compared to fast wire walking, slow wire walking offers higher machining precision and better surface finish. Process a few fine holes, fine grooves, and so forth.
8. Spark machine: EDM is capable of processing materials and complex-shaped workpieces that are difficult to cut with conventional cutting methods. During machining, there is no cutting force applied, and there are no defects such as burrs, knife marks, or grooves. It is unaffected by the hardness of the material or by heat treatment.
The flow of a process
The machining process specification is one of the process documents that specifies the machining process and operation methods for parts. A more reasonable process and operation method must be written into a process document in the specified form and under specific production conditions in order to guide production. The machining of cnc turn machining is composed of a number of processes, each of which can be further subdivided into several installation, station, work step, and tool walking stages.
The structural complexity, machining accuracy requirements, and production type of the parts to be processed determine which processes must be included in a process. Processing techniques differ depending on the volume of production.
Process-related knowledge
When it comes to holes, general milling cannot be done with accuracy less than 0.05, and CNC processing is required; if the hole is a through hole, it can also be cut by wire.
2) Wire cutting is required for the quenched finish hole; blind holes must be rough machined prior to quenching and finished machined after quenching. Before quenching, non-precision holes can be drilled in the desired location.
In addition, grooves with a width less than 2mm and a depth of 3-4mm require wire cutting.
In the case of quenched parts, the minimum allowance for rough machining is 0.4, and the minimum allowance for rough machining in the case of non-quenched parts is 0.2.
5) The coating thickness is typically 0.005-0.008, and it must be processed according to the size of the part before plating.
Process the number of man hours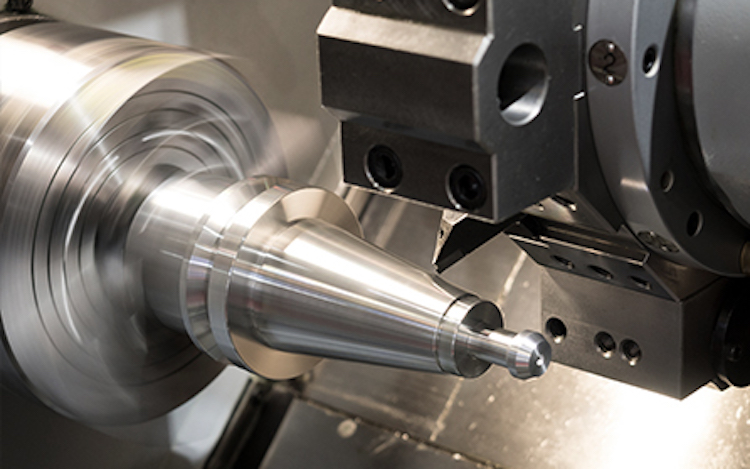
A time quota is the amount of time necessary to complete a process. It is used as a measure of labor productivity. The production operation plan can be planned, the cost accounting can be completed, the number of machines and employees can be determined, and the production area can be planned based on the time quota. A process specification would not be complete without considering time constraints.
The time quota shall be determined in accordance with the production technical conditions of the enterprise, such that the majority of workers can achieve it through efforts, some advanced workers can exceed it, and a small number of workers cnc drilling can reach or approach the average advanced level through efforts.
The time quota is revised on a regular basis to ensure that the average advanced level of the quota is maintained in conjunction with the continuous improvement of the enterprise's production technical conditions. The time quota is typically determined by a combination of process personnel and workers, who pool their previous experience and consult relevant technical data to arrive at a final decision. Another method is to calculate it using a comparative analysis of similar workpieces or processes, or it can be determined by measuring and analyzing the actual operation time.
It is the amount of time spent by employees familiarizing themselves with process documents, receiving blanks, installing fixtures, adjusting machine tools, dismantling fixtures, and so on. The time spent cutting the metal is considered to be the fundamental time.












